



钢板仓施工型号齐全视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:龙岩永定钢板仓施工型号齐全的图文介绍

钢板仓确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。


焊接式钢板仓的用途广泛。
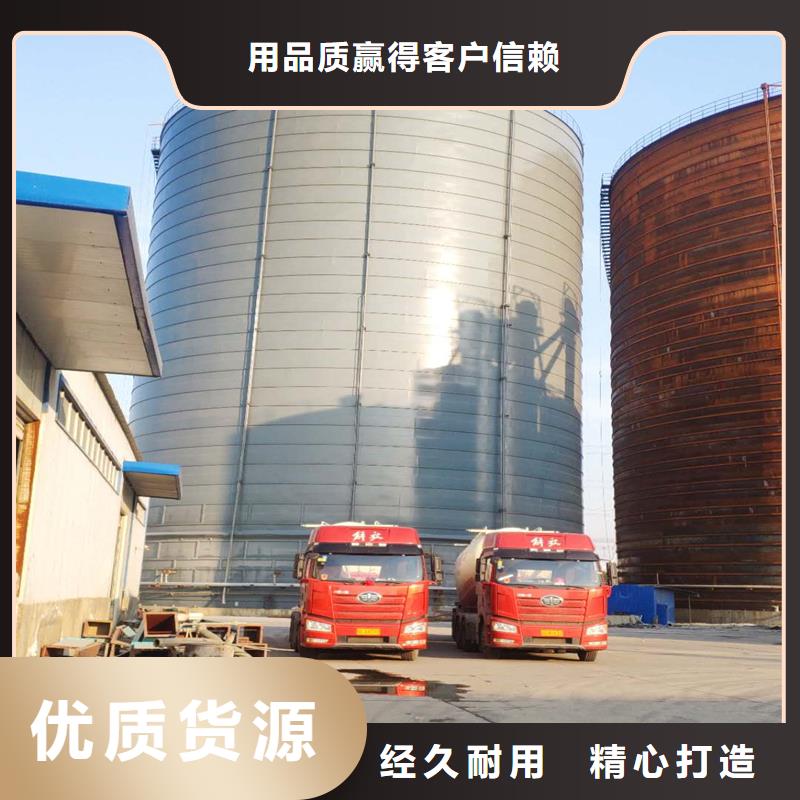
焊接式钢板仓通常是存储不同类型材料的常见和理想的选择。焊接式钢板仓是在现场组装焊接而成的,因此具有焊接性的钢材和合金都可用于钢板仓的建造,焊接式钢板筒仓的仓壁可由几层不同的材料制成,以满足特殊的储存要求。基于这些特点,焊接式钢板筒仓也常用于储存高压、龙岩永定高腐蚀或密封要求严格的物料。
焊接式钢板仓良好的承载能力。
由于仓壁的厚度和仓顶的结构,焊接式钢筒仓在承重方面有更好的表现。焊接筒仓可以承受筒仓顶部的重型设备载荷。
焊接钢板仓对地基沉降有较好的耐受性。
大多数焊接钢筒仓容量比较大,建造在地基上(而不是架空的地基)。加上其高强度的结构特点,使得焊接筒仓具有较好的地基沉降和抗地震活动承载能力。



裕盛钢板仓(龙岩市永定区分公司)服务于多家企业单位, 大型钢板仓钢板仓制作、小麦粮仓施工、大豆粮仓制造厂家、稻谷粮仓安装、玉米豆类钢板仓报价、储量筒仓制作厂家产品覆盖国内三十多个省、市地区。成熟的 大型钢板仓钢板仓制作、小麦粮仓施工、大豆粮仓制造厂家、稻谷粮仓安装、玉米豆类钢板仓报价、储量筒仓制作厂家生产工艺,现代化的生产设备,完善的测试手段,以及良好的质量管理体系,确保给用户提供好品质、可靠、低价位、经得住考验的 大型钢板仓钢板仓制作、小麦粮仓施工、大豆粮仓制造厂家、稻谷粮仓安装、玉米豆类钢板仓报价、储量筒仓制作厂家产品。秉承“用心生产”的企业情怀,立足 大型钢板仓钢板仓制作、小麦粮仓施工、大豆粮仓制造厂家、稻谷粮仓安装、玉米豆类钢板仓报价、储量筒仓制作厂家市场、顺应时代、不断做强做优。

